![]()
 銷售熱線:181-5924-4681
銷售熱線:181-5924-4681
![]()
銷售熱線:181-5924-4681通過本文我們將做一個系統(tǒng)的整理,為大家詳細地介紹各種快速成型的工藝,揭開3D打印神秘的面紗!
快速成型根據(jù)材料與加工設(shè)備的不同,技術(shù)上主要有以下幾大類:
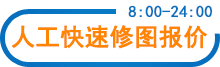
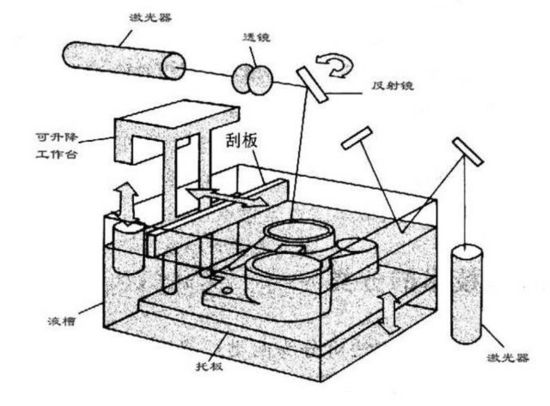
一、光固化成型(簡稱:SLA或AURO)光敏樹脂為原料
光固化成形是最早出現(xiàn)的快速成形工藝。其原理是基于液態(tài)光敏樹脂的光聚合原理工作的。這種液態(tài)材料在一定波長(x=325nm)和強度(w=30mw)的紫外光的照射下能迅速發(fā)生光聚合反應(yīng), 分子量急劇增大, 材料也就從液態(tài)轉(zhuǎn)變成固態(tài)。光固化成型是目前研究得最多的方法,也是技術(shù)上最為成熟的方法。一般層厚在0.1到0.15mm,成形的零件精度較高。 多年的研究改進了截面掃描方式和樹脂成形性能,使該工藝的加工精度能達到0.1mm,現(xiàn)在最高精度已能達到0.05mm。但這種方法也有自身的局限性,比如需要支撐、樹脂收縮導(dǎo)致精度下降、光固化樹脂有一定的毒性等。
光固化工藝的優(yōu)點是精度較高、表面效果好,零件制作完成打磨后,將層層的堆積痕跡去除。光固化工藝運行費用最高,零件強度低無彈性,無法進行裝配。光固化工藝設(shè)備的原材料很貴,種類不多。光固化設(shè)備的零件制作完成后,還需要在紫外光的固化箱中二次固化,用以保證零件的強度。
液漕內(nèi)的光敏樹脂經(jīng)過半年到一年的時間就要過期,所以要有大量的原型服務(wù)以保證液漕內(nèi)的樹脂被及時用完,否則新舊樹脂混在一起會導(dǎo)致零件的強度下降、外形變形。如需要更換不同牌號的材料就需要將一個液漕的光敏樹脂全部更換,工作量大、樹脂浪費很多。 一年內(nèi)液漕光敏樹脂必須用完否則將會變質(zhì),用戶需要重新投入近十萬元采購光敏樹脂。三十萬的端面泵浦固體紫外激光器只能用1萬小時,使用兩年后激光器更換需要二次投入三十萬的費用。振鏡系統(tǒng)也是有易損件,再次更換需要十幾萬元的投入。由于設(shè)備的運行費用高,這種設(shè)備一般被大型集團或有足夠資金的企業(yè)采購。
二、熔融擠出成型(簡稱FDM)蠟、ABS、PC、尼龍等為原料
熔融擠出成型(FDM)工藝的材料一般是熱塑性材料,如蠟、ABS、PC、尼龍等,以絲狀供料。材料在噴頭內(nèi)被加熱熔化。噴頭沿零件截面輪廓和填充軌跡運動,同時將熔化的材料擠出,材料迅速固化,并與周圍的材料粘結(jié)。每一個層片都是在上一層上堆積而成,上一層對當(dāng)前層起到定位和支撐的作用。隨著高度的增加,層片輪廓的面積和形狀都會發(fā)生變化,當(dāng)形狀發(fā)生較大的變化時,上層輪廓就不能給當(dāng)前層提供充分的定位和支撐作用,這就需要設(shè)計一些輔助結(jié)構(gòu)-“支撐”,對后續(xù)層提供定位和支撐,以保證成形過程的順利實現(xiàn)。
這種工藝不用激光,使用、維護簡單,成本較低。用蠟成形的零件原型,可以直接用于失蠟鑄造。用ABS制造的原型因具有較高強度而在產(chǎn)品設(shè)計、測試與評估等方面得到廣泛應(yīng)用。近年來又開發(fā)出PC,PC/ABS,PPSF等更高強度的成形材料,使得該工藝有可能直接制造功能性零件。由于這種工藝具有一些顯著優(yōu)點,該工藝發(fā)展極為迅速,目前FDM系統(tǒng)在全球已安裝快速成形系統(tǒng)中的份額大約為30%。
三、選擇性激光燒結(jié)(簡稱SLS)不同材料的粉末為原料
SLS工藝又稱為選擇性激光燒結(jié),由美國德克薩斯大學(xué)奧斯汀分校的C.R. Dechard于1989年研制成功。SLS工藝是利用粉末狀材料成形的。將材料粉末鋪灑在已成形零件的上表面,并刮平;用高強度的CO2激光器在剛鋪的新層上掃描出零件截面;材料粉末在高強度的激光照射下被燒結(jié)在一起,得到零件的截面,并與下面已成形的部分粘接;當(dāng)一層截面燒結(jié)完后,鋪上新的一層材料粉末,選擇地?zé)Y(jié)下層截面。
SLS工藝最大的優(yōu)點在于選材較為廣泛,如尼龍、蠟、ABS、樹脂裹覆砂(覆膜砂)、聚碳酸脂(poly carbonates)、金屬和陶瓷粉末等都可以作為燒結(jié)對象。粉床上未被燒結(jié)部分成為燒結(jié)部分的支撐結(jié)構(gòu),因而無需考慮支撐系統(tǒng)(硬件和軟件)。SLS工藝與鑄造工藝的關(guān)系極為密切,如燒結(jié)的陶瓷型可作為鑄造之型殼、型芯,蠟型可做蠟?zāi)#瑹崴苄圆牧蠠Y(jié)的模型可做消失模。
四、分層實體制造(LOM)-沒落的快速成型工藝
LOM工藝稱為分層實體制造,由美國Helisys公司的Michael Feygin于1986年研制成功。該公司已推出LOM-1050和LOM-2030兩種型號成形機。LOM工藝采用薄片材料,如紙、塑料薄膜等。片材表面事先涂覆上一層熱熔膠。
加工時,熱壓輥熱壓片材,使之與下面已成形的工件粘接;用CO2激光器在剛粘接的新層上切割出零件截面輪廓和工件外框,并在截面輪廓與外框之間多余的區(qū)域內(nèi)切割出上下對齊的網(wǎng)格;激光切割完成后,工作臺帶動已成形的工件下降,與帶狀片材(料帶)分離;供料機構(gòu)轉(zhuǎn)動收料軸和供料軸,帶動料帶移動,使新層移到加工區(qū)域;工作臺上升到加工平面;熱壓輥熱壓,工件的層數(shù)增加一層,高度增加一個料厚;再在新層上切割截面輪廓。如此反復(fù)直至零件的所有截面粘接、切割完,得到分層制造的實體零件。
研究LOM工藝的公司除了Helisys公司,還有日本Kira公司、瑞典Sparx公司、新加坡Kinergy精技私人有限公司、清華大學(xué)、華中理工大學(xué)等。但因為LOM工藝材料僅限于紙,性能一直沒有提高,以逐漸走入沒落,大部分廠家已經(jīng)或準(zhǔn)備放棄該工藝。
五、三維印刷(3DP)-高速多彩的快速成型工藝
三維印刷(3DP)工藝是美國麻省理工學(xué)院Emanual Sachs等人研制的。E.M.Sachs于1989年申請3DP(Three-Dimensional Printing)專利,該專利是非成形材料微滴噴射成形范疇的核心專利之一。3DP工藝與SLS工藝類似,采用粉末材料成形,如陶瓷粉末,金屬粉末。
所不同的是材料粉末不是通過燒結(jié)連接起來的,而是通過噴頭用粘接劑(如硅膠)將零件的截面“印刷”在材料粉末上面。用粘接劑粘接的零件強度較低,還須后處理。具體工藝過程如下:上一層粘結(jié)完畢后,成型缸下降一個距離(等于層厚:0.013~0.1mm),供粉缸上升一高度,推出若干粉末,并被鋪粉輥推到成型缸,鋪平并被壓實。噴頭在計算機控制下,按下一建造截面的成形數(shù)據(jù)有選擇地噴射粘結(jié)劑建造層面。鋪粉輥鋪粉時多余的粉末被集粉裝置收集。如此周而復(fù)始地送粉、鋪粉和噴射粘結(jié)劑,最終完成一個三維粉體的粘結(jié)。未被噴射粘結(jié)劑的地方為干粉,在成形過程中起支撐作用,且成形結(jié)束后,比較容易去除。
六、無模鑄型制造技術(shù)(PCM)-制作大型鑄件的快速成型工藝
無模鑄型制造技術(shù)(PCM,Patternless Casting Manufacturing)是由清華大學(xué)激光快速成形中心開發(fā)研制。該將快速成形技術(shù)應(yīng)用到傳統(tǒng)的樹脂砂鑄造工藝中來。首先從零件CAD模型得到鑄型CAD模型。由鑄型CAD模型的STL文件分層,得到截面輪廓信息,再以層面信息產(chǎn)生控制信息。
造型時,第一個噴頭在每層鋪好的型砂上由計算機控制精確地噴射粘接劑,第二個噴頭再沿同樣的路徑噴射催化劑,兩者發(fā)生膠聯(lián)反應(yīng),一層層固化型砂而堆積成形。粘接劑和催化劑共同作用的地方型砂被固化在一起,其他地方型砂仍為顆粒態(tài)。固化完一層后再粘接下一層,所有的層粘接完之后就得到一個空間實體。原砂在粘接劑沒有噴射的地方仍是干砂,比較容易清除。清理出中間未固化的干砂就可以得到一個有一定壁厚的鑄型,在砂型的內(nèi)表面涂敷或浸漬涂料之后就可用于澆注金屬。
和傳統(tǒng)鑄型制造技術(shù)相比,無模鑄型制造技術(shù)具有無可比擬的優(yōu)越性,它不僅使鑄造過程高度自動化、敏捷化,降低工人勞動強度,而且在技術(shù)上突破了傳統(tǒng)工藝的許多障礙,使設(shè)計、制造的約束條件大大減少。具體表現(xiàn)在以下方面:制造時間短、制造成本低、無需木模、一體化造型, 型、芯同時成形、無拔模斜度、可制造含自由曲面(曲線)的鑄型。 在國內(nèi)外,也有其它一些將RP技術(shù)引入到砂型或陶瓷型鑄造中來的類似工藝。其中較為典型的有:MIT開發(fā)研制的3DP(Three Dimensional Printing)工藝、德國Generis公司的砂型制造工藝等。
上一篇:3D打印服務(wù)行業(yè)入行要了解哪些知識
下一篇:抱歉暫無數(shù)據(jù)