![]()
 銷售熱線:181-5924-4681
銷售熱線:181-5924-4681
![]()
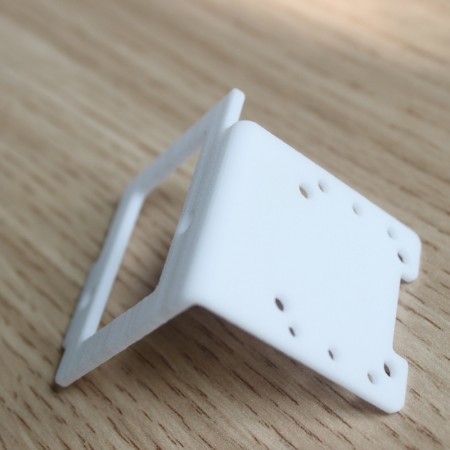
銷售熱線:181-5924-4681該技術(shù)可以采用鋪粉將一層粉末直接材料平鋪在已成型加工零件的上表面,并加熱至恰好低于該粉末燒結(jié)點的某一工作溫度,控制管理系統(tǒng)內(nèi)部控制激光束按照該層的截面輪廓在粉層上掃描,使粉末的溫度升到熔化點,進(jìn)行研究燒結(jié)并與我們下面已成型的部分企業(yè)實現(xiàn)有效粘結(jié)。3D打印建模使用3D掃描儀對實物進(jìn)行掃描,得到三維數(shù)據(jù).然后對數(shù)據(jù)進(jìn)行加工修復(fù)。3D打印是一種以數(shù)字模型文件為基礎(chǔ),運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式來構(gòu)造物體的技術(shù),該技術(shù)最早在20世紀(jì)80年代中期由美國提出。3D掃描一類是被動方式,就是不需要特定的光源,完全依靠物體所處的自然光條件進(jìn)行掃描,常采用雙目技術(shù),但是精度低,只能掃描出有幾何特征的物體,不能滿足很多領(lǐng)域的要求。一層完成后,工作臺水平下降形成一層厚度,鋪料輥在上面鋪上一層具有均勻密實粉末,進(jìn)行新一層截面的燒結(jié),直至學(xué)生完成對于整個網(wǎng)絡(luò)模型。
Sls 技術(shù)的優(yōu)勢:
1)有各種各樣的材料。現(xiàn)有的材料包括聚合物、金屬、陶瓷、石膏、尼龍和其他粉末材料。尤其是金屬粉末材料,是三維打印技術(shù)中的發(fā)展方向之一。
2)制造技術(shù)工藝進(jìn)行簡單。由于可用材料比較多,該工藝按材料的不同學(xué)生可以通過直接影響生產(chǎn)關(guān)系復(fù)雜形狀的原型、型腔模構(gòu)建或部件及工具。
3) 高精度。一般情況下,工件整體范圍內(nèi)的公差為mm。
(4)不需要支撐結(jié)構(gòu),層壓工藝中的懸浮層可以直接由未燒結(jié)的粉末支撐。
5)材料利用率高。由于不需要支撐,無需添加底座,為常見幾種3D打印技術(shù)中材料利用率最高的,且價格相對便宜。
Sls 技術(shù)的缺點:
1)表面粗糙。由于原材料是粉狀的,原型建造是由材料粉層經(jīng)過加熱熔化實現(xiàn)逐層粘結(jié)的,因此,原型表面嚴(yán)格講是粉粒狀的,因而表面質(zhì)量不高。
2)燒結(jié)發(fā)展過程有異味。 SLS工藝中粉層需要通過激光使其進(jìn)行加熱可以達(dá)到熔化狀態(tài),高分子復(fù)合材料管理或者粉粒在激光燒結(jié)時會揮發(fā)異味氣體。
3) 高性能金屬盒陶瓷零件不可能直接成形,成形大尺寸零件時容易發(fā)生翹曲變形。
4)加工時間長,加工前預(yù)熱時間2小時,零件成型后冷卻時間5-10小時,才能將零件從粉缸中取出。
5)由于使用了大功率激光器,除了本身的設(shè)備成本,還需要很多輔助保護(hù)工藝,整體技術(shù)難度大,制造和維護(hù)成本非常高,普通用戶無法承受

上一篇:3d 打印機真的越大越好嗎?
下一篇:3d 打印底部的孔和縫怎么樣?